Re-manufacturing laser sintering material for a closed loop environment
The regular sintering process produces a lot of waste powder; powder that has been exposed to heat multiple times grows in particle size and the particles become too large for the heat of the laser to melt properly which in turn causes surface blemishes and mechanical property variances. Not only is the powder waste an economic annoyance more importantly it is an environmental disaster. The material itself must be refreshed at very high rates of between 30% to 50%.
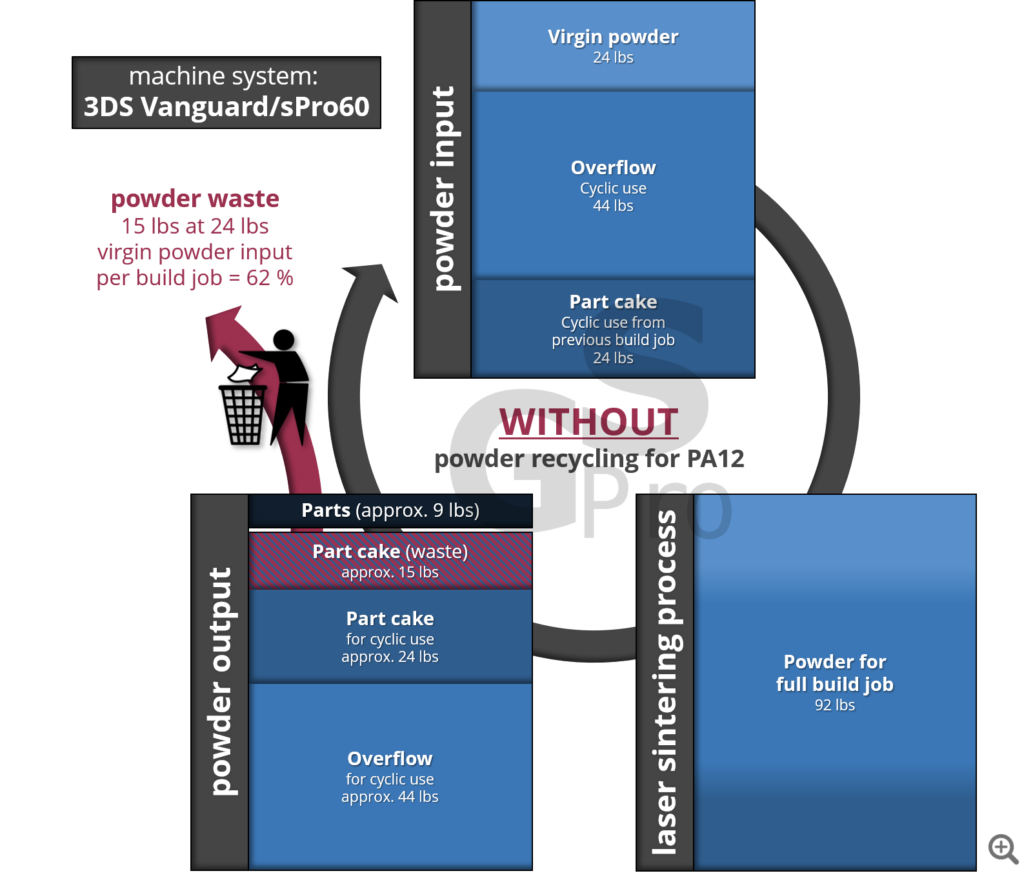
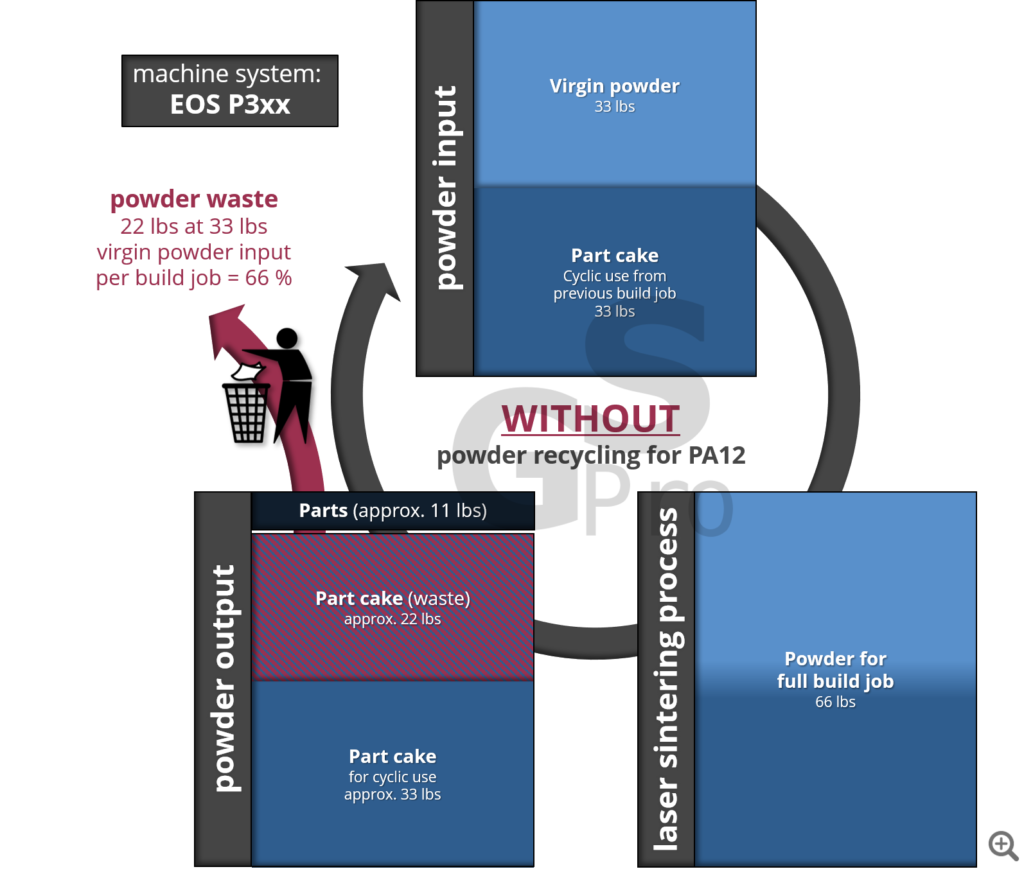
Not refreshing or refreshing with less virgin powder causes often bad looking surface defects which causes itself inappropriate parts. On average SLS builds yield or consume about 6-8% of the powder in your whole part cake. This means you lose about 25-40% of the unfilled PA12 powder because suggested refresh rates are around 50% part cake material. A mid-frame machine has an average throughput of about 0.5kg/h. This means 0.125-0.2kg waste were created per hour. Production machines run about 5,000h/year so In the end you get about 0.6-2t waste per machine per year. In financial terms this translates to throwing away about 30,000-60,000EUR per year! You could buy a new machine or add more capacity every three years if these losses were avoided.
There are other options like material with an improved recycle rate but often the mechanical properties of the regular material can not be reached by it. When using filled materials or PA11 with low percentages of virgin parts look awful. With some materials no recycling is suggested so you will lose up to 94% of the powder you fill into your system. This results in a dramatic loss of polymer powder like for example aluminum powder when running the Alumide by EOS. This leads easily to a loss of over 3-4t of powder per year per machine. Running bigger build chamber systems causes waste of over 20 tons each year!
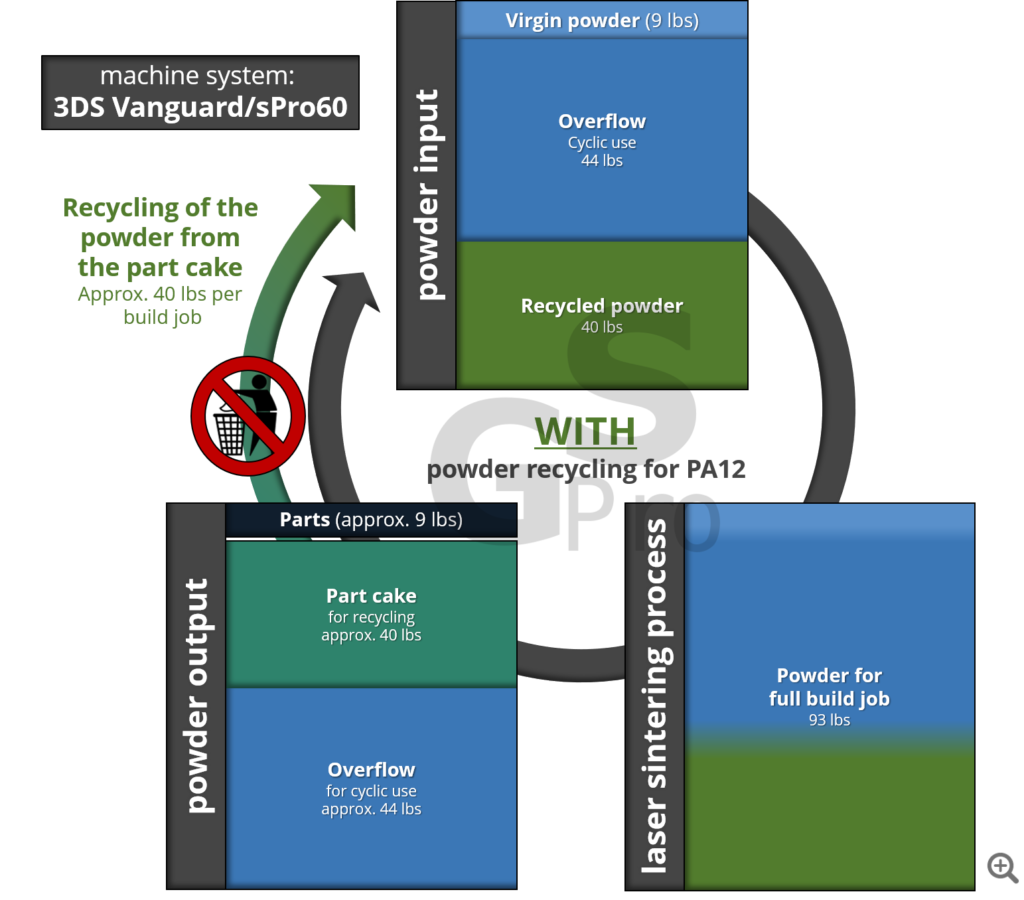
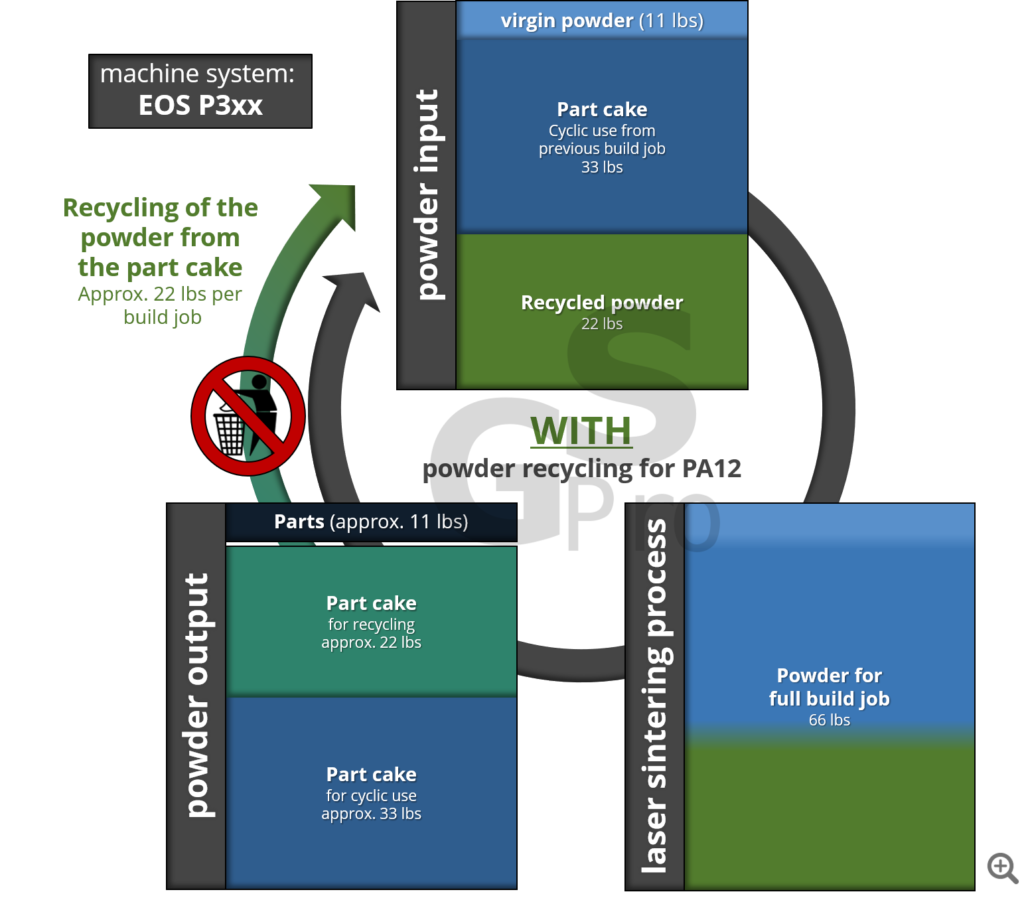
The good news is there are options to re-use that normally wasted powder via GS Pro’s proprietary remanufacturing process. Our recycled powders and associated process parameters can even create parts with superior mechanical properties as compared to OEM powders. GS-Pro from Chemnitz, Germany refines the used powder so that it can be used again and again.
There are several ways the refined used powder can be used. It´s possible to use refined powder all alone or to create a closed loop of material use and recycling. Instead of mixing in 50% Virgin powder it is possible to reduce the virgin powder amount down to 10-20% by using 30-40% refined powder and then your regular overflow and part cake blend like you are used to. During the past 10 years several customers have established their way to run refined powder on their systems. Some customers run 100% refined powder mixed with Overflow powder for best surface finish, part quality and mechanical properties. This has the added benefit of eliminating the sifting of Part Cake powder and because our system is a closed loop the part cake gets saved, sent for remanufacturing and the customer get’s their recycled powder back to use as Virgin powder with nothing going to waste.
Table 1: comparison of mechanical behavior
| Density | Tensile Strength | Young Modulus | Charpy impact strength | |
| Units | g/ccm | MPa | MPa | kJ/m² |
| Datasheets by 3DS/EOS | 0,95-1,00 | 43-48 | 1.600-1.850 | 53 |
| PA12-RC (recycled) | 0,98-1,02 | 45-52 | 1.600-1.900 | >100 |
The use of recycled material and consequently the use of less virgin material causes less outgasing. This means less condensation of vaporized polymers within filters, sensors, lenses and so on. In the end you save your machine and can extend the machine run time between field service calls. Running recycled material also stabilizes the process. A nice side effect is that the mechanical behavior increases. (table 1, picture 1) The values for impact strength and Elongation at break are approximately two times higher than regular OEM nylon 12. Not only are we able to attain higher peak values we are able to get more stable material characteristics and part quality across the entire build. With our full tested machine parameters it is now possible to build parts with stable quality even at cold spots of the part bed.
A side benefit of recycling your used powder and therefore eliminating your powder waste stream (garbage) is the reduction in your carbon footprint by eliminating the burning of material at disposal or eliminating the CO2 emitted during the production of the power in the first place. The cost of refining the used powder is much lower than the cost of manufacturing virgin powder. Material cost can be reduced by 30-40%, even higher savings with filled materials. Given that the price of powder is anywhere from 20-40% of the part cost any savings in powder cost leads to improved profitability and improved pricing to displace traditional manufacturing technology with Additive Manufacturing.
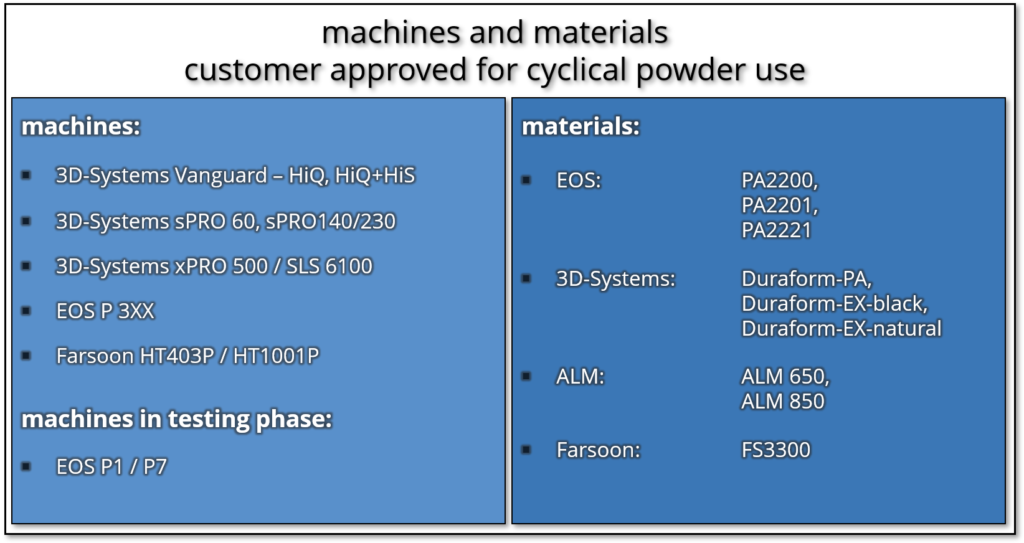
This technology is released and verified for years on a wide vary of DTM/3D Systems machines with HiQ enabled including High Speed machines. The implementation of recycled powder for many years on machines from EOS and Farsoon show a wide useability of our RC material. In the picture below, the established machines and materials for the cyclic powder use are shown. It is also possible using refined powder for creating your own filled materials from glass filled to fiber filled blends.
Customers in Switzerland, Austria, Canada, Japan, Poland, Denmark, United Kingdom and Germany are using and optimizing this technology for years with great success and end customer satisfaction.